![]()

|
|
|
FANGOS PRODUCIDOS EN EL TRATAMIENTO DEL AGUA POTABLE
Hasta hace muy pocos años en las ETAPs solo se gestionaba la producción
de agua potable, no prestando mucha atención a los lodos que se producían,
tanto en los decantadores como en el lavado de los filtros, considerando que en
definitiva, estos lodos estaban formados por las sustancias, que ya llevaban las
aguas naturales o aguas brutas, generalmente inorgánicas, como arcillas, arenas
finas o limos.
Pero hoy día sabemos que las aguas naturales se han ido degradando por
diversas circunstancias y a la vez hay una mayor concienciación y presión
medioambiental y legislativa, que está provocando que los gestores de los
abastecimientos construyan plantas de tratamiento de estos lodos con objeto de
extraer la materia sólida y obtener unos efluentes sin lodos que podrán ser
vertidos al cauce o bien enviados a cabecera del tratamiento de la ETAP,
junto al agua bruta. En el tratamiento del agua destinada al consumo humano, las sustancias en suspensión y algunas otras disueltas, en esta agua, junto a los residuos de los coagulantes y otros reactivos empleados en el tratamiento, son separadas, quedando un residuo de distinta naturaleza, que en un tratamiento convencional pueden ser las siguientes: -
Residuos de la coagulación/floculación generados principalmente en los
decantadores y en los filtros. -
Residuos de posibles procesos de ablandamiento. -
Residuos de la eliminación de hierro, manganeso y del empleo de
permanganato potásico. -
Residuos de carbón activo (sí se emplea carbón en polvo en el proceso
de potabilización). Todos estos residuos son retenidos en los decantadores y filtros. La
variedad o diferentes caracteristicas de los fangos depende esencialmente de la
calidad del agua bruta y del tratamiento aplicado
Los residuos retenidos en los
decantadores, son lodos obtenidos en la coagulación, como son los óxidos
hidratados de aluminio, junto con materias de naturaleza orgánica e inorgánica,
arrastradas por el agua, siendo en la mayoría de los casos estables y no
putrescibles y se van extrayendo periódica e intermitentemente del fondo de los
decantadores. La mayor parte de las materias arrastradas por las aguas superficiales son inorgánicas, tales como arcillas, arenas finas y limos. En cuanto a los residuos procedentes del lavado de filtros, son similares a los antes descritos procedentes de los decantadores, con la fundamental diferencia de su más baja concentración, si bien, como los filtros pueden favorecer al desarrollo biológico, el agua de lavado puede contener mayor cantidad de materia orgánica, que la procedente de las purgas de decantadores. Es una práctica muy corriente, que el agua de lavado de filtros se recicle o recupere, enviándola a cabecera de tratamiento, o bien se evacue hacia el desagüe general, y de aquí a las corrientes naturales de aguas más cercanas, pero también se puede enviar a una planta aneja, donde se concentren los sólidos y junto con los procedentes de las purgas de decantadores, se someten a un tratamiento específico, para extracción final del residuo sólido, con un determinado grado de humedad. NECESIDAD
DEL TRATAMIENTO DE LODOS EN LAS ETAPs
La descarga de residuos de ETAP´s en las corrientes naturales de agua,
llega a plantear problemas importantes, ya que, si bien estos residuos son
principalmente inorgánicos, van formando depósitos o “bancos de fangos” en
los tramos lentos del cauce, a la vez que aumentan la turbiedad y el color de
las aguas receptoras, más aún si se está empleando carbón, disminuyendo la
actividad fotosintética de las plantas acuáticas, y en definitiva, se plantean
problemas medioambientales que hay que considerar, y extraer por tanto los
residuos sólidos antes del vertido a los cauces. Además no hay que olvidar que
las normas medioambientales son cada vez más estrictas en cuanto a las características
de estos vertidos. Afortunadamente, las plantas de tratamiento de fangos del agua potable, no son muy complejas en su proceso.
PROCESO DE
TRATAMIENTO
Mezcla
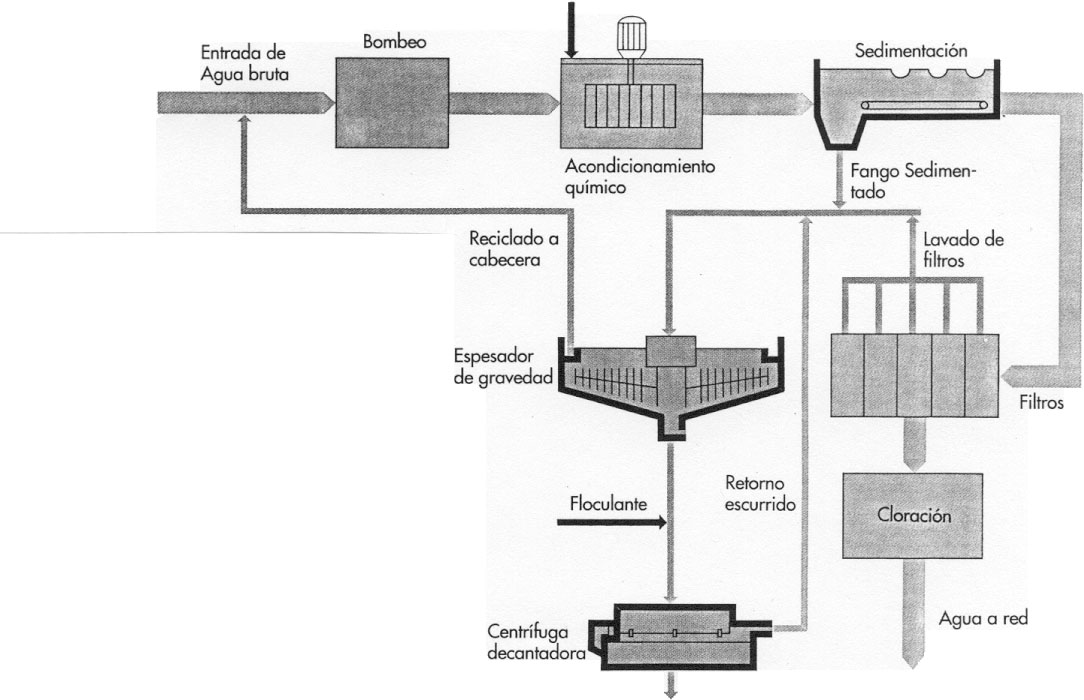
Como ya se ha indicado, los lodos que se originan en las estaciones de
tratamiento, se recogen a través de las purgas de los decantadores, donde
generalmente precipitan por gravedad, o en el lavado de los filtros. Dado que estos lodos se extraen de forma intermitente y las concentraciones son bastante diferentes, es aconsejable enviarlos a un depósito de mezcla y almacenamiento, donde se homogeneice la concentración y a la vez se disponga de un volumen tal, que permita el funcionamiento continuado de la planta de fangos. Hay que tener en cuenta que si las concentraciones (expresadas en % de materia seca) que llegan a las fases de espesamiento de la planta de fangos son muy variables, el rendimiento de esta se verá muy afectado, siendo por tanto muy favorable la mezcla previa en el depósito de homogeneización de las aguas de lavado de filtros y purgas de decantadores, programando ambos caudales a fin de obtener una concentración de la mezcla lo más constante posible. Aún cuando solamente se envíe a la planta de lodos las purgas de decantadores (sería el caso de recuperar el lavado de filtros en la propia estación de tratamiento de agua potable) es igualmente aconsejable su paso por el depósito de homogeneización.
Espesamiento
Los fangos originados en las estaciones de tratamiento, pueden
considerarse como fangos poco concentrados, también se conocen, dadas sus
características como “fangos de hidróxidos” (el hidróxido de aluminio es
uno de sus componentes principales). Los procedentes de las purgas de
decantadores pueden contener un valor promedio de materia seca del orden del
0.5% (5 gr/litro). Este valor es orientativo, ya que depende de varios factores,
como son en primer lugar las características del agua bruta (turbiedad, color,
materia orgánica, metales como hierro y manganeso, etc), dosis de coagulante y
otros reactivos empleados, características y tipo de decantadores y ritmo de
purgas. Los procedentes del agua de lavado de filtros son menos concentrados aún , del orden de 0.2 a 0.3 gr/l. El espesamiento de los fangos tiene lugar generalmente en decantadores, ya sea por gravedad o por flotación.
El espesamiento por gravedad suele realizarse en decantadores estáticos circulares o rectangulares provistos de rasquetas que arrastran el fango precipitado hacia las arquetas de recogida y el agua decantada clarificada se extrae por los vertederos situados en la parte superior. A veces , los decantadores por gravedad , pueden disponer de lamelas que al aumentar la superficie de decantación permiten reducir el volumen del decantador, obteniendo los mismos o mejores resultados en el espesamiento. El espesamiento por flotación, aprovecha la flotabilidad de las partículas (flóculos) cuando se les adhieren pequeñas burbujas de aire. Para la adherencia de estas burbujas de aire, basta con presurizar directamente la mezcla de fangos con aire, a una presión de 6 bares y descomprimir después a la entrada del flotador o también se puede presurizar directamente agua clarificada que se inyecta después en el propio fango. El fango flotado y espesado es retirado de la superficie mediante frasquetas superficiales.
El espesamiento del fango, fundamentalmente en la flotación, se ve favorecido mediante el empleo del poli electrolito adecuado.
ESQUEMA DE CONCENTRACION DE LODOS POR FLOTACION
La concentración del fango en materia seca tras esta fase de
espesamiento suele estar en el entorno del 3 - 4 % (30 - 40 gr/l).
La concentración del lodo en materia insoluble, dependerá tanto de la
instalación de procedencia (purga de decantadores, lavado de filtros) y tipo de
estas. En el caso de decantadores, estos pueden ser fundamentalmente, estáticos,
lamelares, de recirculación de fangos, y pulsación de fangos. En el caso de
los filtros, la variación en el tipo de estos afecta menos a las características
de los lodos procedentes de su lavado. Respecto a las características químicas de los lodos, hay que tener presente que la composición química, por precisa que sea, no nos da una suficiente indicación de las características fisico-químicas de los sólidos en suspensión, así por ejemplo la granulometría o tamaño de las partículas, superficie, carga electrostática y las fuerzas de capilaridad que retienen el agua, son factores importantes para determinar el tratamiento a aplicar a un lodo. Son muy útiles, por tanto, la realización de una serie de test. de caracterización de estas propiedades, como son los test de decantabilidad, de resistencia a la filtración y de compresibilidad.
Deshidratación El fango espesado como acaba de señalarse, contiene aún un porcentaje pequeño de materia seca (4%), lo que hace necesario una mayor concentración y manejar de esta forma menores volúmenes, para ello se recurre a la deshidratación mecánica (el secado por evaporación en eras de secado presenta inconvenientes, tanto en espacio como medioambientales). La extracción del agua retenida por capilaridad en el lodo no es posible con una simple decantación, ya sea por gravedad o por flotación. Para conseguir grados de sequedad del orden del 20 por ciento o mayores, hay que someter el lodo a una filtración o a una centrifugación, y generalmente para aumentar el rendimiento de estos tratamientos se hace necesario utilizar determinados reactivos como cal o polielectrolítos.
Existe un procedimiento, no muy extendido aún, de deshidratación del
fango que lo lleva a una deshidratación completa, que es el secado
térmico, es
un procedimiento costoso dado el consumo de energía empleada, pero en la
valoración económica de este procedimiento habría que tener muy en cuenta el
menor volumen generado y por tanto el consiguiente ahorro en trasporte y
vertido, basta con tener presente que la cantidad de materia obtenida en un
secado térmico completo, quedaría reducida a una quinta parte de la obtenida
por centrifugación. En general, los gastos de transporte suponen una partida
importante en los costes totales de explotación, (cercanos a 1/3 del total).
Por otra parte en un sistema de secado térmico, que a su vez deje reducido el
lodo a un fino material seco, sería posible, en algunos casos, emplearlo en la
industria cerámica, a este respecto se han llevado a cabo experiencias en
diversos, lugares con resultados bastante prometedores.
Los sistemas de filtración
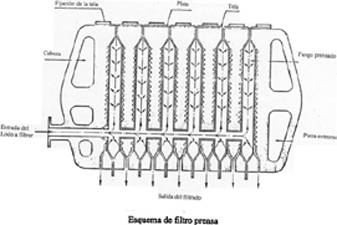
más empleados son los filtros prensa y los filtros banda. Filtros
prensa: En esencia estos constan de una serie de placas de fundición o de algún material moldeado, con caras acanaladas sobre las que se intercalan unas telas filtrantes, el fango previamente acondicionado generalmente con cal, se introduce en las cámaras que forman cada dos placas contiguas y se somete el conjunto a una elevada presión, del orden de 300 Kg/cm2, por medio de un dispositivo hidráulico. El funcionamiento es discontinuo, y muy laborioso, obteniendose un fango bastante seco, próximo al 30% en materia seca.
FILTRO PRENSA ESQUEMA FILTRO PRENSA ESQUEMAS PLANTAS DE LODOS CON FILTROS PRENSA Descripción de un filtro prensa , en la página de ACS medioambiente Filtros
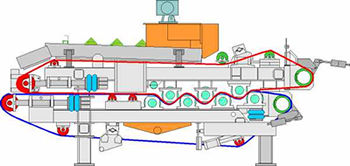
banda Consisten en una banda continua de tela filtrante que pasa a través de unos rodillos giratorios, el fango acondicionado con un polielectrolito se vierte de forma continua sobre la banda, y posteriormente al pasar entre los rodillos es comprimida y una placa rascadora va separando el fango deshidratado de la banda. En estos filtros se consiguen concentraciones del orden del 20% en mataría seca.
ESQUEMA GENERAL DE UN FILTRO BANDA
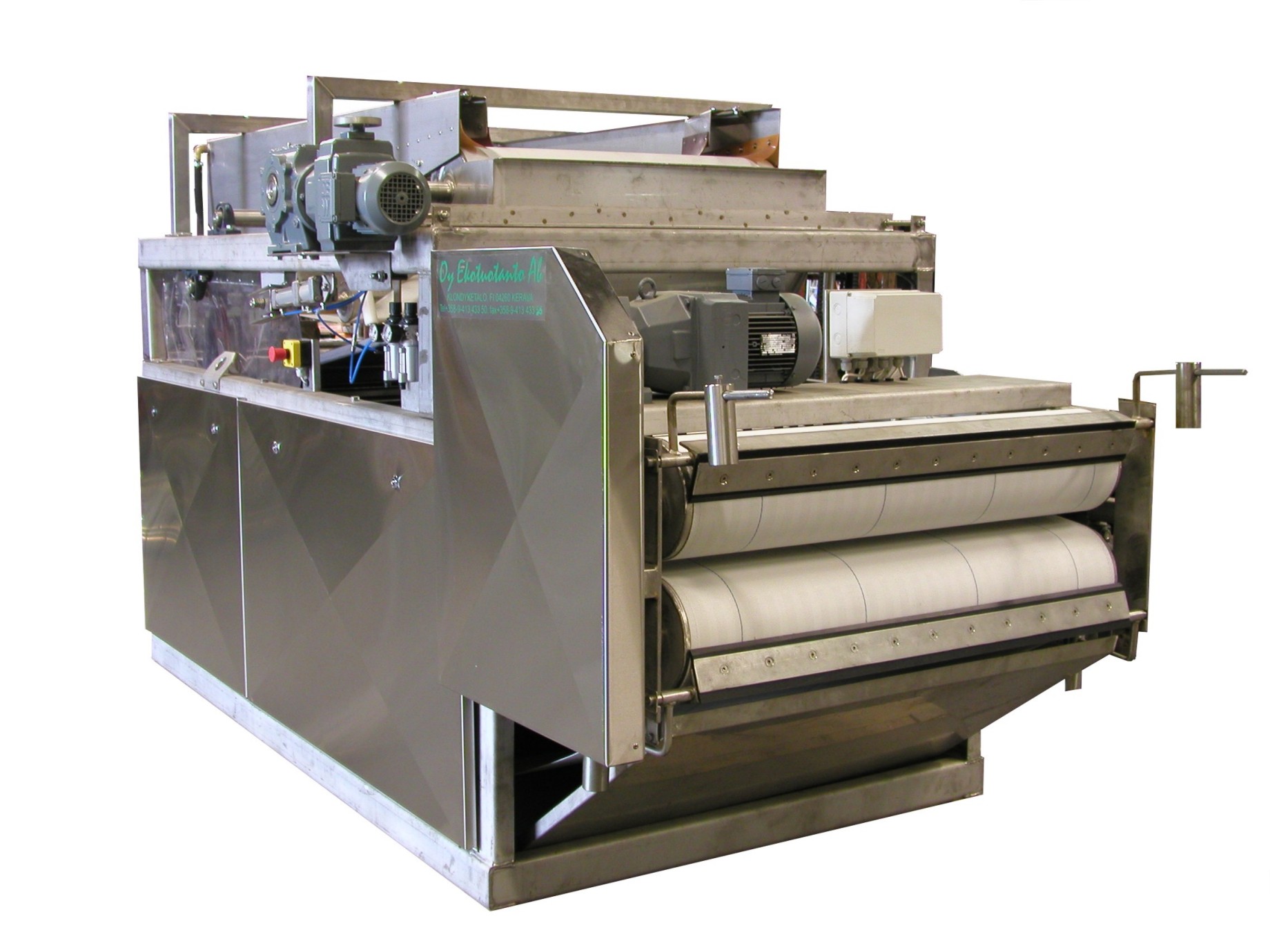
FILTRO BANDA( COMERCIAL) ESQUEMA Y COMPONENTES SALIDA DEL LODO
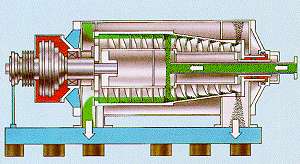
Centrifugación La centrifugación, en definitiva es una decantación que tiene lugar en un decantador cilíndrico que gira a gran velocidad, esta rotación origina un campo centrifugo equivalente a varios miles de veces la fuerza de la gravedad precipitándose por tanto el lodo deshidratado en las paredes interiores del cilindro giratorio. Las centrifugas industriales convencionales están formadas por un cuerpo cilíndrico rotatorio o rotor en cuyo interior gira en el mismo sentido y también a gran velocidad, aunque algo menor que el rotor, un tornillo helicoidal que va arrastrando hacia el exterior los sólidos que se han ido acumulando en las paredes interiores del rotor. La entrada del fango al rotor de la centrifuga tiene lugar por un tubo central. El tornillo helicoidal arrastra el fango retirado de las paredes internas del rotor hacia el exterior por un extremo, mientras que el agua clarificada sale por el extremo opuesto.
ESQUEMAS DE CENTRIFUGAS La regulación de la velocidad diferencial entre el rotor y el tornillo helicoidal proporciona un medio de regulación de la centrifuga para extraer un residuo sólido más uniforme y seco. La centrifuga puede trabajar en continuo , siendo igualmente muy importante el empleo de un agente floculante o polielectrolito adecuado , a la entrada del rotor , para una mejor separación. En la deshidratación de estos fangos en las centrifugas, se puede obtener unos lodos con una concentración en materia seca próxima al 20%. El destino final de este tipo de lodos por ahora suele ser a vertedero controlado, como relleno de terrenos y canteras ya explotadas en determinadas zonas, o incluso compostaje junto con el fango de depuración de agua residual. Algunos fangos dado su elevado contenido en arcilla podrían emplearse en la fabricación de determinados productos cerámicos, tales como ladrillos, bases para baldosas y azulejos, etc. , siempre que el contenido en materia orgánica sea bajo. En cualquier caso estos fangos no están caracterizados como residuo tóxico o peligroso, por lo que generalmente pueden considerarse como vertido inerte de cara a su destino final en los vertederos controlados o para el relleno de terrenos. El mayor coste en la gestión de estos lodos, es su retirada y vertido. El agua clarificada de todo el proceso de tratamiento de fangos puede ser recuperada y enviada al tratamiento en la ETAP. CARACTERISTICAS
FISICO-QUIMICAS DE LOS FANGOS PROCEDENTES DE UNA ETAP
Los fangos procedentes de
las estaciones de tratamiento de aguas potables están compuestos
fundamentalmente por las materias presentes en el agua bruta y que por oxidación,
coagulación y precipitación han sido retenidos en los decantadores y filtros
así como por sustancias (óxidos e hidróxidos) procedentes del coagulante y
otros reactivos como cal, permanganato, carbón, que se han empleado en el
tratamiento. Las sustancias contenidas en el agua bruta son generalmente inertes como arcillas, arenas, etc y otras tanto en suspensión como disueltas, inorgánicas y orgánicas como el plancton y otros microorganismos etc, de aquí que las características de los fangos varíen en función de la calidad del agua bruta y de tratamiento de potabilización aplicado a esta. El análisis de la materia sea de estos lodos, generalmente llamados lodos hidróxidos, nos pone de manifiesto la presencia de muchos de los compuestos que recubren la corteza terrestre, variando las proporciones según la naturaleza del terreno atravesado por el agua bruta (descartando por supuesto que en su transcurso haya recibido aportes contaminantes importantes. Si
consideramos que la mayor parte de las sustancias disueltas en el agua bruta, no
quedaran retenidas en el proceso de tratamiento, a excepción de aquellas ( por
ejemplo los compuestos de Mn++ y Fe++) que al oxidarse pasan a insolubles, o
aquellas que pueden llegar a precipitar ( por sobrepasar el producto de
solubilidad correspondiente, hecho muy improbable, por ejemplo sulfatos y carbonatos), y que en el
agua tratada no hay materia en suspensión alguna, los lodos procedentes del
tratamiento del agua están formados, fundamentalmente, por la materia en
suspensión del agua bruta, los hidróxidos de aluminio generados al incorporar
el coagulante (generalmente sulfato de aluminio), por alguna otra sustancia
insoluble empleada en el tratamiento, como por ejemplo carbón activo y los
compuestos orgánicos solubles que hayan podido quedar adsorbidos tanto por el
propio carbón como por los flóculos formados en la coagulación-floculación, por los
posibles óxidos e hidróxidos insolubles de hierro y manganeso que pudieran formarse, el peso de materia seca (P) en gr/m3 , que resulta de tratar un metro cúbico
de agua bruta puede calcularse, de forma aproximada mediante la formula: P = MS + 0.007C + K.D + Z Este peso P, como peso de materia seca, sería considerando la temperatura de secado a 180 ºC, es decir eliminada el agua ligada a los hidróxidos. Si el dato de materia seca se refiere a 105 ºC, que es lo habitual, a la expresión anterior habría que añadir esta agua ligada, que para el caso de los hidróxidos que nos ocupa está en el entorno del 6 al 7 %. Por tanto la expresión anterior habrá de multiplicarse por 1,07 para referimos al peso de materia seca a 105 ºC , resultante de tratar un metro cúbico de agua bruta Siendo: - MS = Teóricamente, la diferencia en peso, de materia seca (en gr/m3) , de un m3 de agua , antes del tratamiento y después, es decir , materia seca del agua bruta menos materia seca del agua tratada (a la materia seca del agua tratada habrá que restar la cantidad de SO4 = incorporada con el coagulante, aproximadamente el 23 % de la dosis de sulfato de alúmina del 8% en Al2O3). En realidad y dado que la mayor parte de las sustancias disueltas en el agua bruta no son retenidas en el tratamiento, y sí las que están en suspensión, podría considerarse que MS es el peso de la materia en suspensión presente en el agua bruta, pero esto no es exacto ya que algunas sustancias disueltas, ya sean oxidadas o no por el oxidante empleado, como por ejemplo la materia orgánica, son retenidas por adsorción en los flóculos formados en la coagulación-floculación (y por el carbón activo si es empleado); gravimetricamente, esta materia orgánica formada por los distintos compuestos orgánicos que quedan retenidos, es más compleja y difícil de cuantificar y sin embargo es un componente importante en el lodo formado.
- C = Color del agua bruta,
expresada en unidades Hazen. -
K =Coeficiente que depende del coagulante empleado (para el sulfato de aluminio del 8% en
Al2O3,
K ≈ 0.12). -
D = Dosis del coagulante (en gr/m3)
empleado por m3 de agua bruta. - Z =Dosis total de otros reactivos, como por ejemplo carbón activo en polvo expresado en grs. por m3 de agua bruta (se deberá tener en cuenta la corrección a efectuar, según la forma en que este reactivo se encuentre en el lodo
Las cantidades de materia seca así calculadas, pueden variar en gran
medida a lo largo de las diferentes épocas del año. En general puede decirse que el tratamiento de aguas con baja, turbiedad coagulada con sulfato de alúmina, origina unos lodos con menor grado de sequedad que aquellos lodos obtenidos del tratamiento de aguas con mayores turbiedades. Grado de humedad del lodo : Se ha indicado anteriormente que la concentración en materia seca de un lodo, que llamamos deshidratado, suele estar en el entorno del 20 % (algo mayor si se emplean filtros prensa en la fase final del proceso), es decir que el mayor constituyente de este lodo es el agua, siendo esto así, este agua influye en gran medida en la energía necesaria para el secado o deshidratación del lodo y es por esto importante conocer las diversas formas en las que se encuentra esta agua. Este elevado grado de humedad de un lodo se divide en dos clases o categorías : humedad libre y humedad ligada. La humedad libre no está asociada con los sólidos que forman los lodos y se elimina fácilmente. La humedad ligada es clasificada por Tsang y Vesilind en tres tipos : intersticial, superficial y químicamente ligada. La proporción entre la humedad libre y humedad ligada es de suma importancia en la deshidratación de un lodo. Coackley y Allos estudiaron mediante curvas termogravimétricas , las características de secado de algunos lodos, ( en estas curvas se representa la perdida de peso de agua a temperatura constante ). Las curvas muestran que la perdida de agua durante el secado térmico sigue tres etapas: Una primera etapa en la que la velocidad de secado o perdida de agua es constante y dos etapas siguientes en las que la velocidades de secado o evaporación disminuyen de forma diferente.
CURVA DE SECADO MOSTRANDO LOS DIFERENTES TIPOS DE HUMEDAD DEL LODO La humedad libre, constituye la mayor parte del lodo y puede considerarse que termodinámicamente se comporta como agua pura (en la curva anterior sería la eliminada en el periodo de velocidad constante). Esta agua se puede eliminar por espesamiento o acondicionamiento. La humedad ligada , representa una pequeña proporción del agua total del lodo, no obstante su masa es mayor que la parte sólida del lodo, no se comporta como agua pura. De sus variantes puede señalarse que: La humedad intersticial es la que se elimina en el primer periodo de disminución de velocidad de secado y el agua está ligada a la estructura del flóculo por tensión superficial, pasando a humedad libre si el flóculo se destruye, esta humedad se elimina por presión. La humedad superficial es la eliminada en el segundo periodo de disminución de velocidad, el agua está ligada a la superficie de las partículas por adsorción y puede ser eliminada por deshidratación mecánica. A diferencia de la humedad intersticial, en la cual el agua se puede mover y eliminar al desaparecer el confinamiento físico que la atrapa, en el caso de la humedad superficial el agua no puede moverse tan fácilmente ya que está adherida a la superficie de la partícula sólida. La humedad químicamente ligada está fijada a los sólidos por uniones químicas, siendo necesaria una fuerte energía para su separación, generalmente térmica o mediante procesos de acondicionamiento. Los lodos que se producen en una planta convencional de fangos tras la etapa final de centrifugación o filtración contiene del orden de un 15 % a 25 % de materia seca ( sí se emplean filtros prensa en la deshidratación, pueden conseguirse mayores sequedades) El
análisis químico tipo de esta materia seca procedente de un agua bruta,
estimada como de calidad buena-media [Turbidez < 5 NTU, Color < 25 U
Pt/Co, Mater. Orgánica(oxidabilidad al MnO4K en medio ácido) < 5
mg O2/l], puede ser aproximadamente el siguiente:
- Silice + residuo insoluble al ácido (ClH) ……….. 25%- Al2 O3 ……………………………………............. 24%- Fe2 O3 ……………………………………............ 2%- CaO + MgO ………………………………............ 9%- Mater. Organ. …………………………….............. 40%El contenido en metales pesados de la materia seca anterior, puede variar generalmente entre los siguientes valores:
Un análisis rápido y sencillo, que nos pone de manifiesto, tanto el contenido en materia seca , así como de forma global diversas sustancias orgánicas e inorgánicas, es someter una muestra del lodo a distintas temperaturas (entre 105º C y 900º C) obteniendo según el rango de temperatura, las perdidas de peso y residuos finales correspondientes al contenido de agua, agua ligada a hidróxidos, materia orgánica, carbonatos y óxidos. Ejemplo real: 100 gr de lodo a la salida de una centrifuga se someten a temperaturas crecientes obteniéndose los siguientes resultados: Residuo a 105ºC ---------------------------- 18.877 grs. , es decir 18, 87 % de materia seca (81,13 % de agua). Este residuo o materia seca (18.877 grs.) se somete a las temperaturas de 180 ºC, 550 ºC y 900 ºC, obteniéndose como residuo los siguientes pesos: - Residuo a 180 ºC = 17.6378 grs. - Residuo a 550 ºC = 9.9288 grs. - Residuo a 900 ºC = 9.6030 grs. Residuo a 105 ºC - Residuo a 180º C : Agua ligada a hidróxidos =6.56% Residuo a 180 ºC - Residuo a 550º C : Materia Orgánica =40.84% Residuo a 550 ºC - Residuo a 900º C : Carbonatos = 1.72% Residuo a 900 ºC : Oxidos de Al+++, Fe+++, Ca++ y SiO2 , (*) = 50.87% (*)
determinado el óxido de aluminio (Al2O3) de esta materia
resultó ser el 28.08%.
Descripción de una planta de fangos real. PLANTA
DE TRATAMIENTO DE FANGOS INTRODUCCION La
Planta de Tratamiento de Fangos de la ETAP Colmenar tiene por objeto, el
tratamiento de los lodos procedentes de las aguas resultantes del lavado de
filtros y de las purgas de los decantadores (lodos hidróxidos) y otras
escorrentías, o fugas propias de la Estación de Tratamiento de agua potable
para obtener finalmente, mediante espesamientos y deshidratación, un lodo de
característica sólido-pastosa, con una concentración en materia seca, próxima
al 20%. La
instalación consta de los siguientes procesos e instalaciones unitarias
siguientes: -
Bombeo y conducción de las aguas de lavado de filtros, purgas de
decantadores y escorrentías.
- Decantación-concentración
por gravedad, con bombas de extracción o purga de lodo. -
Depósito de mezcla y homogeneización de los lodos procedentes del
dacantador -
Espesamiento por flotación (flotadores). -
Depósito de mezcla - homogeneización y almacenamiento de los lodos
procedentes de flotación. -
Centrífugas para deshidratación de lodos.-
Bombeo y almacenamiento en silo de los lodos deshidratados. -
Conducción del agua clarificada y recuperada procedente de los
decantadores por gravedad y flotación, de
retorno a los decantadores-concentradores o a la ETAP.
Bombeo
y conducción del agua de lavado de filtros, purgas y escorrentías. El
caudal medio procedente del lavado de filtros se estima en 20.600 m3/día,
lo cual supone 42 filtros lavados diariamente y un caudal medio de 860 m3/h.
con una concentración en el entorno de 205 gr/m3. El
caudal emdio de purgas está estimado en 960 m3/día, que junto a
los 4.300 m3/día que por escorrentías llegan a mezclarse con los
fangos, suponen un total de purgas y escorrentías de 5.260 m3/día,
equivalente a 220 m3/hora y una concentración de unos 113 gr/m3.
La concentración media global para los 1.080 m3/h. suma de lavados
de filtros más purgas y escorrentías, es del orden de 185 gr/m3
(0,018%). Las
purgas de lavado de filtros son impulsadas desde la ETAP a los
decantadores-concentradores de la planta de fangos a través de una conducción
de 700 mm. de diámetro y una longitud de 200 m., se disponen de 3 bombas de
800 m3/h. para este bombeo. Las
aguas de purgas y escorrentías son recogidas en la conducción general de
desagüe de la ETAP a través de un pozo-depósito construido al efecto y
desde el que es impulsado a través de una conducción de 250 mm. de diámetro
y 320 m. de longitud a uno de los decantadores-concentradores. Se disponen
para esta impulsión de 3 bombas centrífugas sumergibles de 170 m3/h. Decantadores-concentradores
por gravedad Esta instalación está formada por cuatro decantadores rectangulares de 22x8,75x4 m., uno de los cuales puede independizarse y hacer llegar a él agua de purgas y escorrentías, y a los tres restantes el agua de lavado de filtros. Considerando
los destinados al agua de lavado de filtros, para el caudal medio de 860 m3/h.
resulta un tiempo de retención de 2,7 horas. Para el decantador destinado al
agua de purgas y escorrentías y considerando un caudal medio de 220 m3/h.
el tiempo de retención es de 3,5 horas. Los
fangos depositados por gravedad en el fondo de estos decantadores, son
arrastrados por las raquetas de puentes barredores hacia las pocetas de
recogida y purga, de donde son extraídos por bombas de tornillo helicoidal,
una por cada uno de los cuatro decantadores con una capacidad unitaria
regulable de 4-40 m3/h., siendo enviados al depósito de mezcla y
homogeneización. Este depósito de 125 m 3 de capacidad, va
provisto de dos agitadores y dispone de cuatro bombas sumergibles de 20 m
3/ h. que envian el fango a la instalación de flotación
Las
pocetas de recogida están equipadas con unos medidores de concentración. El
agua decantada es recogida por los canalillos superficiales en el extremo
opuesto a la entrada y es conducida por gravedad hasta mezclarse con el agua
bruta de la ETAP. Los
sobrenadantes (flotantes y espumas), son extraídos a través de un vertedero
y enviados por bombeo a la cámara de fangos espesados por flotación. Espesamiento
por flotación
El
espesamiento de fangos por flotación, es un proceso en el cual, los fangos
purgados de los decantadores-concentradores, son mezclados con un caudal de
agua presurizada y saturada de aire. Este caudal combinado entra en el tanque
de flotación a baja velocidad a través de una conducción de mezcla
(flotador) que desemboca en un compartimento de entrada por vía de un sistema
de distribución. El aire disuelto ya está dosificado antes de que el agua
entre a este compartimento. Las partículas pesadas se sedimentan y se recogen
en una poceta para purga de fangos, de donde son extraídos. El agua pasará
una compuerta rebosadero y entrará en el compartimento de separación, desde
donde es enviada a los decantadores-concentradores en cabecera del
tratamiento. Del
agua de rebose se alimenta la bomba de recirculación y presurización. El
aire se dosifica en el lado de succión de esta bomba, especialmente diseñada
y se mezcla con el agua dentro de ella. La bomba presuriza la mezcla aire-agua
a 4-8 bar, presión a la cual el aire se disuelve en el agua. La
despresurización se efectúa en un cilindro longitudinal despresurizador, que
como resultado forma finas burbujas de aire de 30-50 micrones. El tamaño de
las burbujas de aire es esencial
para la eficiencia de la unidad de flotación. Las burbujas pequeñas de
adhieren fácilmente a partículas de igual tamaño o mayores. El sistema de
presurización lleva incorporado el panel de control de aireació/recirculación. En
la conducción de mezcla (floculador) se dosifican los reactivos químicos
(polielectrolito y sulfato de alúmina) que ayudan a una mejor separación
agua-fangos en el flotador.
El
fango flotado es arrastrado mediante un sistema de rasquetas superficiales ,
hasta el depósito de almacenamiento y mezcla Los
flotadores están formados por una estructura metálica de tanque abierto
rectangular, con unas dimensiones de 7,62 m. de longitud, 2,21 m. de anchura y
1,35 m. de altura útil. La bomba de presurización (una por cada flotador),
es una bomba centrífuga horizontal, proporcionando un caudal unitario de 20 m3/h.
y el aire es proporcionado por un compresor, a razón de 10 m3/h.
de aire a una presión de 7 Kg/cm2. El caudal medio de fango para alimentación de los 2 flotadores disponibles es de 40 m3/h. El esquema siguiente muestra un conjunto de coagulación-floculación (tal como el descrito), de Nijhuis Water Technology)
Deshidratación
por centrifugación y almacenamiento Los
fangos espesados por flotación se almacenan en un depósito de 60 m3
de capacidad, provisto de un agitador, de donde son conducidos por 2 bombas de
tornillo helicoidal de 1 a 10 m3/h. de caudal variable a las centrífugas,
previa incorporación en la conducción de entrada del correspondiente
polielectrolito paa lograr la floculación en la cabecera de las centrífugas.
Se disponen de dos unidades de centrifugación de 10 m3/h. Las
centrífugas separan la fase sólida de la líquida en los fangos floculados
aprovechando la fuerza centrífuga que se obtiene al girar a grandes
revoluciones, pretendiéndose obtener una concentración de fangos a la salida
del 20% en materia seca. El
fango obtenido tras la centrifugación pasa a través de un tornillo sin fin a
unas pequeñas tolvas de donde es enviado a través de 2 bombas de tornillo
helicoidal de 1,5 m3/h. al silo exterior de almacenamiento, con una
capacidad de almacenamiento de 50 Tm., y provisto con una doble tajadera
motorizada para descarga. El
agua de rechazo de la deshidratación en las centrífugas puede pasar bien al
desagüe general o a cabecera del tratamiento de fangos. El sistema de deshidratación de fangos, está dirigido por un PLC local que realiza todas las maniobras de alimentación, dosificación de reactivos, centrifugación y salida de fangos deshidratados, todo en función del caudal de fangos a deshidratar y del sistema de regulación de la centrífuga. A continuación y como conclusión de lo hasta ahora expuesto, se muestran con datos reales las concentraciones del lodo en las sucesivas etapas del proceso de tratamiento: Entrada al decantador : 1080 m3/h x 0,185 Kg / m3 = 199,8 Kg. de matéria seca → → Salida del decantador = Entrada flotador : 40 m3/h x 5 Kg / m3 = 200 Kg de matéria seca → → Salida del flotador = Entrada a centrifuga : 5 m3/h x 40 Kg / m3 = 200 Kg de matéria seca → → Salida de centrifuga = Entrada al silo : 1 m3/h x 200 kg/m3 = 200 Kg de matéria seca EN EL CUADRO SIGUIENTE SE REPRESENTA EL ESQUEMA CON LOS DATOS ANTERIORES
Muestras del lodo y concentraciones en las sucesivas etapas del proceso _________________________________________________ Paginas relacionadas con Tratamiento de Fangos:
PLANTA DE TRATAMIENTO DE LODOS DE LA ETAP DE VALMAYOR (Canal de Isabel II - Madrid ) ESTUDIO SOBRE LODOS GENERADOS EN LAS ETAP DE COLMENAR Y SANTILLANA EN MADRID Sludge Disposal : Página publicada por Water Treatment Primer sobre los lodos procedentes de la coagulacón y del ablandamiento en los procesos de tratamiento del agua ,asi como diversas operaciones seguidas en las plantas de tratamiento de fangos. Se describe igualmente algunos destinos dados a estos fangos deshidratados en los USA Analisis de lodos generados en la potabilización del agua , mediante microscopía electronica y difracción de rayos X :Artículo de varios autores del Instituto Mexicano de Tecnologia del A, publicado en las páginas de CEPIS. En esta publicación se recogen datos e informaciones sobre el espesamiento conseguido con la adición de polímeros, las valoraciones en la morfologia del lodo y sobre el principal constituyente de estos lodos, la arcilla halloysita, constituida por hidróxidos y oxidos de silicio y aluminio. Se presentan diferentes micrografías de los lodos. Proyecto de la planta de tratamiento defangos en la ETAP de EL ATABAL (Málaga). Publicación de Aguas de las Cuencas Mediterráneas, S.A 
Determinación de la toxicidad de los lodos generados por una ETAP, utilizando bioensayos :Articulo publicado por el Centro Nacional de Prevención de Desastres de Mexico, recogido en páginas de CEPIS, describe las pruebas de toxicidad realizadas a varias muestras de lodos, llegando a la conclusión de una toxicidad baja. Deshidratación de lodos alumínicos (lodos hidróxidos). Publicación en la página de CSIRO -Energy. Tecnology - Australia. Medidas a establecer para reducir el efecto de los vertidos de plantas de tratamiento en la calidad del agua de los ríos. Estudio realizado en tramos de los ríos Jaráma y Manzanares (Comunidad de Madrid), por la Universidad Autónoma de Madrid. El papel del hidróxido de aluminio en el acondicionamiento de un lodo hidróxido. Tesis de Eleftherios N.Papavasilopòulos. Universidad de Strathclyde, Glasgow (UK). Poliacrilamidas en el tratamiento del agua potable y tratamiento de lodos. Página, en inglés, de FWR. Trabajo presentado en el XXIX Congreso Interamericano de Ingeniería Sanitaria y Ambiental RECUPERACIÓN DE SULFATO DE ALUMINIO DE LODOS PROVENIENTES DE UN TRATAMIENTO PRIMARIO AVANZADO Miguel Angel Martínez Cordero 1, Blanca E. Jiménez1, Mabel Vaca Mier21. Instituto de Ingeniería UNAM, apartado Postal 70-472, Ciudad Universitaria, 04510, 2.Universidad Autónoma Metropolitana, Av. San Pablo 180, Azcapotzalco, México D.F.
RECUPERACION DE SULFATO DE ALUMINIO A PARTIR DE LODOS GENERADOS EN PLANTAS POTABILIZADORAS DE AGUA Scientia Et Technica, Vol. XI, Núm. 28, octubre-sin mes, 2005, pp. 223-228. Universidad Tecnológica de Pereira. Colombia. s J UAN RICARDO NUÑEZ ZARUR, MARGARETH PEÑA CASTRO . UNIVERSIDAD DE CARTAGENA . FACULTAD DE INGENIERÍA PROGAMA INGENIERÍA QUÌMICA .CARTAGENA D. T y CESTUDIO PILOTO PARA REDUCIR EL VOLUMEN DE LODOS DE PLANTAS POTABILIZADORAS Luciano Sandoval Y., Alejandra Martín D., Martín Piña S. y Leticia Montellano P. Instituto Mexicano de Tecnología del Agua ACONDICIONAMIENTO DE LODOS PRODUCIDOS EN EL TRATAMIENTO DE AGUA POTABLE. Garcés Arancibia Fernando, Díaz Aguirre Juan Carlos, Dellepiane Navarro Oscar Manuel. EMOS S.A. SANTIAGO. CHILE. Equipos de secado por corriente de aire caliente : Página de Barr-Rosin mostrando diversas instalaciones para secado de diferentes sustancias húmedas y en concreto lodos. Autores: Francisco Javier Cerdeño del Castillo; Agripino Pérez Lorenzo. AITEMIN-Centro Tecnológico. Dpto. de Materiales de Construcción Vertido de lodos de ETAPs de Cantabria . Noticia publicada por Diario 20 Minutos - Santander.12 estaciones de tratamiento de agua vierten fangos contaminantes, según ecologistas.SELECCION DE LA DOSIS ÓPTIMA DE POLIMERO PARA EL ACONDICIONAMIENTO Y DESHIDRATACIÓN DE LODOS DE PLANTAS DE AGUA POTABLE MEDIANTE CENTRÍFUGAS DE LABORATORIO. Juan Carlos Escobar R. Empresas Municipales de Cali – EMCALI EICE ESP-- Luiz Di Bernardo. Profesor Titular Escuela de Ingeniería de São Carlos – Universidad de São Paulo – Brasil.Luciano Sandoval Yoval, Leticia Montellano Palacios, Martín Piña Soberanis y Laura Olivia Sánchez Guzmán Instituto Mexicano de Tecnología del Agua. Tratamiento de los desechos sólidos y líquidos derivados del proceso de potabilización. Publicación recogida en la página de www.monografias.com
TRATABILIDAD DE LOS LODOS PRODUCIDOS EN LA POTABILIZACIÓN DEL AGUA. Instituto Mexicano de Tecnología del Agua. Sandoval Yoval Luciano, Motellano Palacios Leticia, Martín Domínguez Alejandra, Sánchez Guzmán,Laura, Santana Ramírez Ma. De Lourdes, Morán Plata Mario. REUSE OF DRINKING WATER TREATMENT PLANTS SLUDGES IN AGRICULTURE: PROBLEMS, PERSPECTIVES AND LIMITATIONS. VERLICCHI P.*, MASOTTI L.* *Department of Engineering, University of Ferrara GUIDANCE FOR LAND APPLICATION OF DRINKING WATER TREATMENT PLANT SLUDGE. Prepared by:Florida Department of Environmental Protection Solid Waste Section and Drinking Water. PROYECTO DE LA PLANTA DE TRATAMIENTO DE FANGOS EN LA E.T.A.P. DE EL ATABAL(MÁLAGA). Aguas de las Cuencas Mediterráneas, S.A Utilización de los lodos generados en el proceso de potabilización del agua de la planta de tratamiento “Casigana”, como aditivo para suelos de cultivo. Ruiz Mora, Fátima Elizabeth . Universidad Técnica de Ambato. EcuadorTESIS DOCTORAL Nuria Husillos Rodríguez. (Recogido en la página de http://digitool-uam.greendata.es)Instituto de Ciencias de la Construcción “Eduardo Torroja” (CSIC). Universidad Autónoma de Madrid . Facultad de Ciencias.
Valorization of Drinking
Water Treatment Sludges as Raw Materials to Produce
Concrete and Mortar.
American Journal of Environmental Sciences 4 (3):
223-228, 2008 -ISSN 1553-345X .© 2005 Science
Publications APLICACIÓN DE LODOS DE PLANTAS POTABILIZADORAS PARA ELABORAR MATERIALES DE CONSTRUCCIÓN. Oswaldo CERÓN, Sandra MILLÁN, Fabricio ESPEJEL, Arturo RODRÍGUEZ y Rosa María RAMÍREZ . Instituto de Ingeniería, UNAM. Coordinación de Ingeniería Ambiental, Ciudad Universitaria. Coyoacán CP. 04510 México, D.F. ¿Es una acción sostenible gestionar los lodos? ¿Saben qué hacer en la Comunidad de Madrid? TRATABILIDAD DE LOS LODOS PRODUCIDOS EN LA POTABILIZACIÓN DEL AGUA. Sandoval Yoval Luciano, Motellano Palacios Leticia, Martín Domínguez Alejandra, Sánchez Guzmán Laura, Santana Ramírez Ma. De Lourdes, Morán Plata Mario. Instituto Mexicano de Tecnología del Agua Aprovechamiento de los lodos generados en la potabilizadora Los Berros, Sistema Cutzamala (México). Publicación de Rosa María Ramírez Zamora y otros.
Análisis del tratamiento de lodos en la ETAP "Rio
Iregua" de Logroño.
Rafael Álvarez , Sección de Proyectos y Obras.
Ayuntamiento de Logroño Marina
Corral, Eliseo Pablo Vergara. Universidad de La Rioja Tratamiento
de lodos generados en el proceso convencional de
potabilización de agua.
|



 (Nijhus Water Technology)
(Nijhus Water Technology)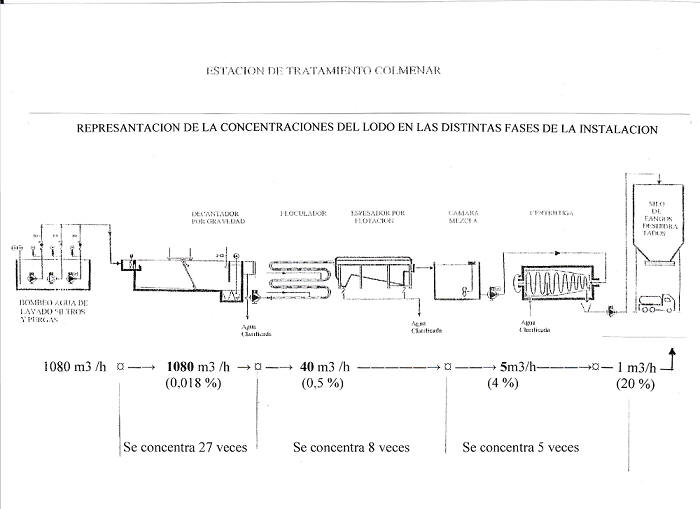



{kind=link}